Failure Mode and Effects Analysis (FMEA) is a structured and systematic methodology used to identify and mitigate potential risks and failures in various industries. Companies widely adopt it as a proactive approach to ensure quality, reliability, and safety by analyzing potential failure modes, assessing their severity, occurrence, and detection, and prioritizing actions to address them. Traditional FMEA follows a forward-thinking approach, aiming to prevent failures before they occur.
However, as organizations strive for continuous improvement and seek innovative ways to manage risks and enhance performance, a complementary approach has emerged – Reverse FMEA.
Reverse FMEA flips the perspective by starting with the desired outcome or performance goal and working backward to identify the potential causes that could hinder achieving that goal. This novel technique offers a fresh approach to risk analysis and problem-solving, enabling organizations to identify and mitigate potential obstacles to success.
Definition and Explanation of Reverse FMEA
Reverse FMEA, also known as Reverse Failure Mode and Effects Analysis, is a complementary approach to traditional FMEA that shifts the perspective of risk analysis and problem-solving. While traditional FMEA focuses on identifying potential failure modes and their effects, Reverse FMEA takes a different route by starting with the desired outcome or performance goal and working backward to identify potential causes that could hinder the achievement of that goal.
In this activity, the primary objective is to proactively identify and address the causes that may impede the desired outcome. By analyzing and mitigating these causes, organizations can prevent failures and improve overall performance. This approach emphasizes the importance of understanding the underlying causes rather than solely focusing on the effects.
The key difference between Reverse FMEA and traditional FMEA lies in the starting point of the analysis. Traditional FMEA begins with identifying failure modes and their effects, while Reverse FMEA starts with the goal in mind and seeks to identify the causes that could prevent the desired outcome. This shift in perspective enables organizations to address the root causes directly and proactively, leading to more efficient and effective risk management.
Revers FMEA Checklist structure proposal
Typically, we use one form per station to represent each station in the production process. The purpose of these forms is to stimulate critical thinking within the team by asking questions aimed at identifying potential risks and defects.
We commonly ask the following questions:
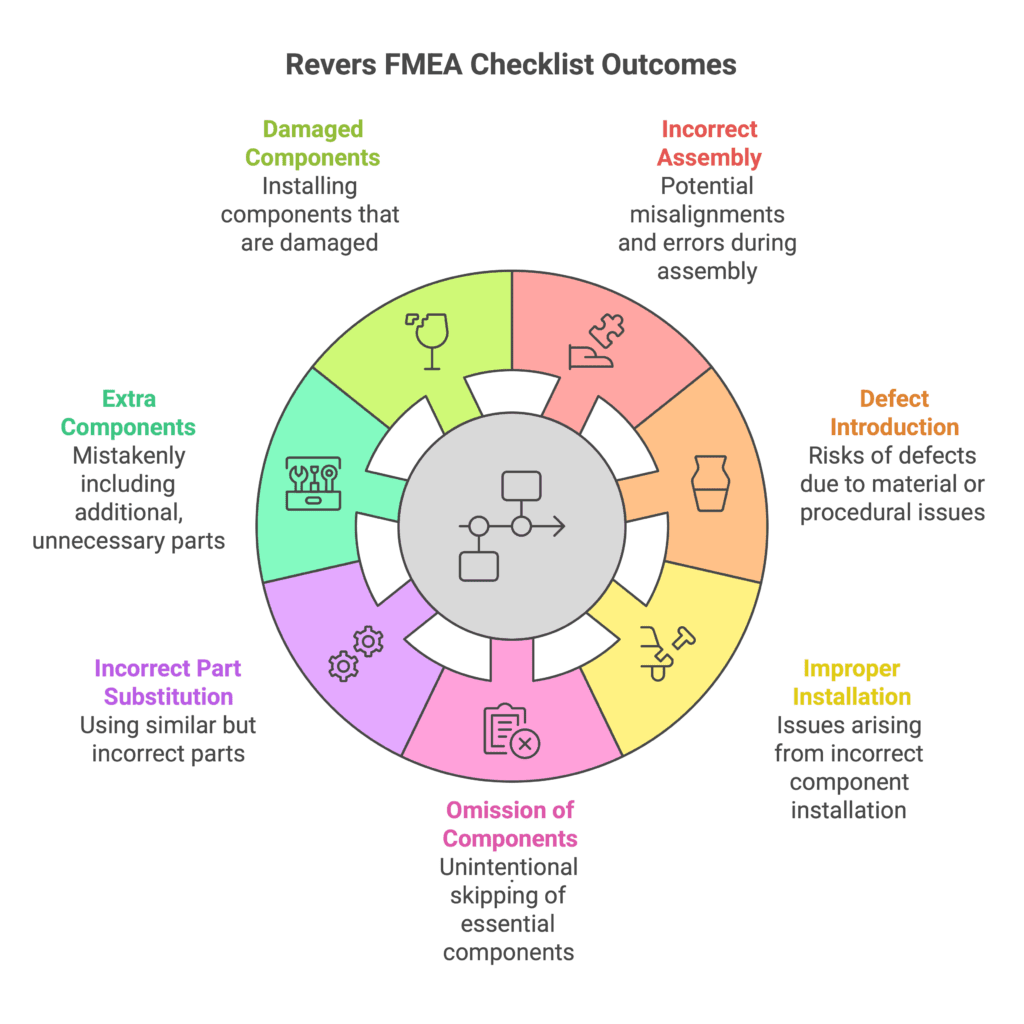
How can we build this wrong?
This question prompts the team to consider potential mistakes or errors that could occur during the assembly or installation of the component. It encourages thinking about possible misalignments, incorrect orientations, or improper fastening.
How can we make a defect?
By posing this question, we encourage the team to explore how they could introduce a defect during the manufacturing process. It prompts them to consider factors such as material quality, measurement accuracy, or deviations from established procedures.
Can this component be installed improperly?
This question prompts the team to focus on the possibility of installing the component incorrectly, whether due to incorrect orientation, improper fitting, or other related factors. It helps identify potential issues that may arise during the installation process.
Can this component/process be left out (omitted)?
The prompt encourages the team to consider the possibility of unintentionally skipping or omitting the component or an essential step in the process. This question highlights the importance of ensuring completeness in the manufacturing process.
Can a similar but incorrect part be installed?
This highlights the potential risk of substituting the correct component with a similar but incorrect one. This question encourages the team to assess whether there are any components that they could mistakenly use as replacements.
Can an extra component (bonus part) fall into the assembly or be installed?
The prompt encourages the team to consider the risk of mistakenly including additional components, not originally intended for the assembly. This question helps identify any potential issues arising from the presence of extra parts.
Can the team install a damaged component?
This question draws the team’s attention to the possibility of inadvertently including damaged components in the assembly. It reminds the team to consider the inspection and quality control measures necessary to identify and prevent the use of damaged parts.
Have contamination issues been identified for this part/process?
Encourage the team to assess the potential risks associated with contamination during the manufacturing process. This question reminds them to consider factors such as foreign particles, dust, or other forms of contamination that could affect the quality of the final product.
By asking these thought-provoking questions, the team can identify potential risks, errors, and defects, allowing them to develop appropriate preventive measures and enhance the overall quality and reliability of the manufacturing process.
Reverse FMEA vs. Customer Specific Requirements
We have to be carful regarding CSRs verification. Why? Because some OME’s will not put this note into CSRs but in CR – customer requirements.
GM and Renault – this activity first time showed in Customer Specific Requirements from 2020.
Ford – in CSRs communicate that Evidence of Reverse FMEA events must be available starting July 1. 2022 for forward model programs, which have not yet completed Job 1.
Stellantis xPSA – has communicated requirement about this activity in CSR – 9.1.1.1 Monitoring and measurement of manufacturing processes.
Stellantis xFCA – information about Reverse FMEA you will find in the procedure SQ.00017 – point 4.2.
In the latter case, you can see that such a requirement is included in the customer requirements, not in the CSRs.
Benefits of Reverse FMEA implementation
Implementing Reverse FMEA offers several benefits:
- Enhanced proactive problem-solving by identifying and addressing potential causes before they lead to failures or defects
- Improved risk management through a comprehensive understanding of potential causes and their impact on desired outcomes
- Increased efficiency by targeting causes directly, resulting in more effective and efficient problem-solving strategies
- Better decision-making by considering a wide range of causes and their effects on desired outcomes
- Increased reliability and quality of products or processes by mitigating potential risks and failure modes
- Cost savings through the prevention of failures and defects, reducing rework, scrap, and customer complaints
- Heightened customer satisfaction by ensuring that produced parts consistently meet or exceed their desired outcomes
- Continuous improvement by learning from the analysis and feedback gathered during Reverse FMEA implementation
- Competitive advantage by proactively managing risks, enhancing performance, and delivering superior products to customers
{kind=link}
{kind=link}