If tools to prevent errors (Error Proofing) or detect them (Mistake Proofing) are used during the production process, it is worth remembering that in addition to calibration standards, the implementation of negative master samples known as Red Rabbit should also be considered.
Searching for the Red Rabbit
Each time we use Poka-Yoke or End of Line testers, we must answer the question of whether, in addition to the calibration standards, we should implement negative master samples. Why? Because using a positive master sample allows us to confirm that a given workstation will “recognize” a compatible component.
This is only a partial success. In addition to the fact that our system recognizes positive samples, we must be sure that the measurement system will not identify a part with a defect as a compliant part.
For example, when testing high-pressure pipes, we will use a positive sample to confirm the tightness of the pipe by measuring the air pressure drop as a function of time. In such a situation, the negative pattern may be a prepared pipe with a hole that will “simulate” a defect related to leakage.
Thanks to this, we can verify whether our measurement system will “recognize” the red rabbit sample as an incompatible part. In Italian, it is also referred to as “pezzo trappola.”
Additionally, in the case of high-pressure pipes, it is crucial to verify permeability. It may turn out that, after confirming tightness, we receive a positive result. However, if the customer reports a quality problem, it could be due to the presence of another small element in the pipe.
I encountered such a scenario while working as a customer quality representative for one of the suppliers.
Red Rabbit samples visual management
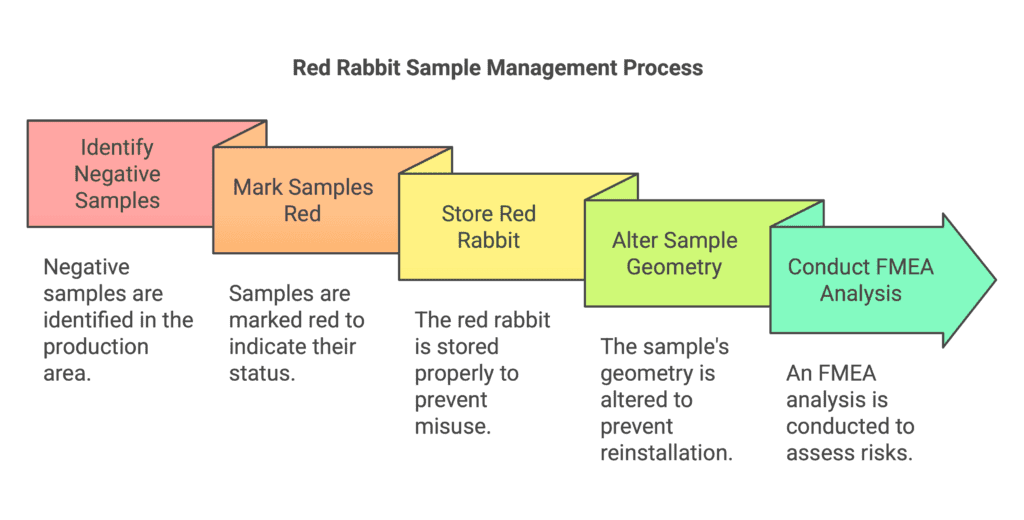
As with any manufactured part located in the production area, the organization should also implement appropriate identification for negative samples. Marking negative samples in red is nothing groundbreaking.
However, remember that we mark incompatible parts similarly. Therefore, identification should be only one of the elements preventing the possibility of sending a negative sample to the client. This is especially important if the negative sample could be built-in and located inside the final product.
A real-life example?
The steering manual gear as the final product and the unhardened rack as a negative sample painted in red.
Therefore, properly store the red rabbit after painting it red. It can also sustain further damage by altering the shape’s geometry or removing the engraving. In the latter case, the camera at the next workstation will not read the identification label, thus preventing the cycle from starting.
This action will prevent someone from reinstalling it at the next station, thereby avoiding a potential customer complaint.
Conducting a risk analysis based on the FMEA of the production process will be helpful in this respect. Still, few organizations consider the scenario when, for a given type of defect, the cause is incorrect management or the use of a red rabbit.
How to Manage Negative Samples?
The organization should handle negative samples in the same manner as other control and measurement control devices. This is because, like them, negative samples are subject to wear and tear over time. Therefore, when implementing red rabbit for testing at specific production stations, it is advisable to incorporate appropriate Total Productive Maintenance (TPM) or periodic verification.
Maintenance will handle the first activity, while the laboratory will handle the second.
In summary, when considering the implementation of Red Rabbit, it is essential to bear in mind:
- proper visualization, often in red.
- Causing additional damage to the component to prevent its shipment to the customer.
- Conducting a Failure Modes and Effects Analysis (FMEA) of the production process, considering the potential generation of a quality problem due to improper management, storage, and maintenance of negative samples.
And finally, an interesting fact
In the IATF standard, information about the red rabbit is included in the section on terms and definitions for the automotive industry (section 3.1). However, the industry commonly uses the informal definition “red rabbit,” with no explicit mention of the term.
You can find the answer in the explanation of the concept of a reference part. It correlates with standards that anticipate negative results. It is employed to validate the functionality of Error Proofing or Mistake Proofing devices [1].
We also invite you to the training Error & Mistake Proofing – Effective management
Bibliography:
1. IATF 16949:2016 Frequently Asked Questions (FAQs) – dated 08/01/2024
Dariusz Kowalczyk
{kind=link}
{kind=link}