In the fast-paced automotive industry, precision is everything. Measurement Systems Analysis (MSA) ensures your data-driven decisions are accurate, paving the way for consistent quality and process improvement.
Whether you’re analyzing production processes, assessing new equipment, or monitoring changes, MSA is indispensable wherever measurement data is utilized.
How to Perform Measurement Systems Analysis: Test Guidelines
This activity applies to both newly purchased equipment and those already in use. Testing the measurement system’s capabilities should occur under real conditions—meaning at the final location of the measuring instrument’s use.
If standards are used during the tests, their dimensions must be determined with accuracy one class higher than the tested measurement system.
Key Definitions in Measurement Systems Analysis
Before diving into MSA, it’s crucial to understand key concepts:
Repeatability
The ability of a measuring device to provide consistent readings when the same parameter is measured multiple times under identical conditions. It reflects variation when a single operator uses the same instrument repeatedly.
Reproducibility
This measures consistency across operators. It’s the variation in measurements when different operators use the same device to measure the same product.

Systematic Error (Bias)
The difference between the measured value and the true value of a parameter. Bias reflects the accuracy of the measurement system.
Linearity
Linearity is the variation in systematic error across the instrument’s measurement range. It’s crucial for ensuring accuracy within the tolerance range.
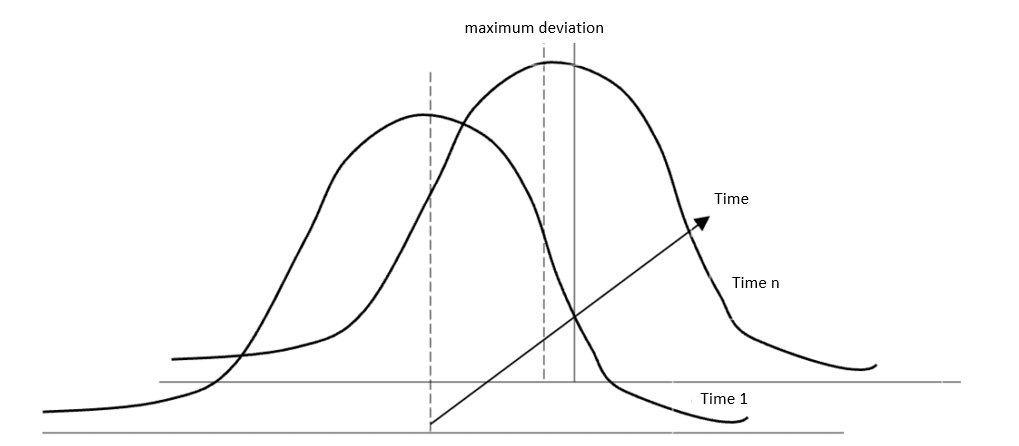
Stability
Stability indicates how consistently the measurement system maintains its accuracy over time. Variations suggest potential issues with the instrument.
Effective Measurement System Resolution (NDC)
NDC represents how many distinct categories can be reliably distinguished from collected data. A minimum NDC value of 5 is necessary for reliable data analysis.
Do All Instruments Require MSA? Here’s What You Need to Know
The IATF 16949 requirement 7.1.5.1.1 doesn’t mandate MSA for every instrument. According to the FAQs (FAQ no. 6), instruments with similar characteristics (e.g., measurement range, resolution) can be grouped. You can use a representative instrument from the group for statistical studies, simplifying the process.
We cannot find the answer directly in the IATF requirement no. 7.1.5.1.1.. It appears in the most frequently asked questions – FAQ no. 6 (link).
There we will find information that we do not have to perform MSA for every instrument or device. Instruments with the same characteristics (e.g. measurement range, resolution, repeatability, etc.) can be grouped and an example instrument (representative of a family of measurement instruments) can be used for a statistical study [1].
Measurement Systems Analysis Requirements
When analyzing measurement systems (e.g., Gauge R&R), the following thresholds apply:
- <10%: Acceptable
- 10%-30%: Conditionally acceptable (requires customer approval and possibly an action plan)
- 30%: Unacceptable

Practical Applications of Measurement Systems Analysis
- Process Improvement: MSA helps evaluate how process changes affect component quality.
- Statistical Process Control (SPC): Ensures data reliability for monitoring and interventions.
- Equipment Testing: Validates the capabilities of new and existing measurement devices.
Free Resource: Excel Template
To simplify your MSA activities, we’ve created an editable Excel template for Gauge R&R analysis. Document Name: Measurement Systems Analysis (MSA) – Gage R&R – Excel Template.
Download it now for free and streamline your MSA process!
Bibliography:
1. IATF 16949:2016 Frequently Asked Questions (FAQs) – dated 18/09/2023
{kind=link}
{kind=link}