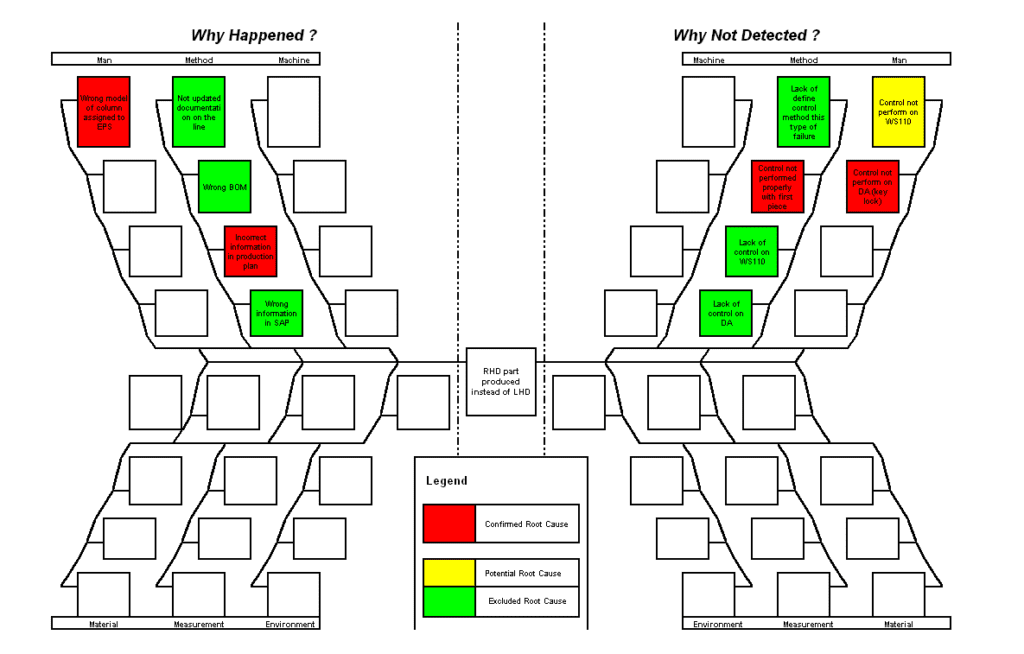
The cause and effect diagram, also known as the Ishikawa diagram or fishbone diagram, is one of the most important tools used in quality management within the manufacturing industry.
Its main purpose is to identify potential causes of problems or defects in the production process, enabling more effective problem-solving and process improvement.
Cause and Effect Diagram and its role in problem solving
In the work of quality specialists, the cause and effect diagram plays a key role in analyzing and eliminating the root causes of problems, which directly translates to improved efficiency, reduced costs, and increased customer satisfaction.
To maximize the potential of this tool, it is worth paying special attention to six main categories that cover all possible causes of problems: Man, Machine, Method, Measurement, Material, and Environment.
Below are 43 specific ideas to check in each of these categories when creating a cause and effect diagram.
Man
1. Employee skills – Do all employees have the appropriate qualifications and training? Is there evidence of training completion?
2. Uncontrolled trials on the production line – Are process parameters modified during trials restored by a specialist for current production?
3. Validity of competencies – Are there any expired qualifications if they are granted for a specific period?
4. Escalation Scheme management – Does the employee know how to proceed when a problem occurs?
5. Understanding procedures – Do employees fully understand and follow procedures?
6. Properly defined parts in the Bill of Material (BoM) – Are the subcomponents correctly assigned by an authorized person? This can prevent assigning parts for right-hand drive (RHD) vehicles to left-hand drive (LHD) vehicles.
7. Operator working hours – Is the problem generated in the last hour of the production shift?
Machine
8. Machine maintenance – Are machines regularly maintained and serviced?
9. Technical condition of machines – Are machines in good technical condition?
10. Machine Operation – Are employees properly trained in machine operation?
11. Process Parameters – Are process parameters set within defined upper and lower tolerance limits to prevent non-compliant parts from moving to the next stage?
12. Error Proofing and / or Mistake Proofing – Does it function correctly during testing?
13. Error Proofing and / or Mistake Proofing reviews and calibration – Are they scheduled and conducted by personnel?
Method
14. Operation omission – Can current working conditions allow an employee to skip an operation without detection?
15. Incorrect part or revision – Were parts with the correct revision level used when the problem occurred?
16. Improper rejection control – Does the current process prevent the reuse of rejected parts?
17. Ineffective repair method – Is the current repair method 100% effective? Obviously to be checked if applicable.
18. Standard Operating Procedures (SOPs) – Do they exist and are they followed?
19. In-process part handling – Is there a risk of damage during the handling of parts between operations?
20. Identification of parts delivered to production – Can scanning of references only be performed for delivered material?
21. In-process quality control – Are existing quality control procedures followed at every production stage?
22. Adequate time for inspection – Does the operator have enough time to perform all defined inspections according to the Control Plan?
23. Delivery of subcomponents to the production line – Are subcomponents delivered from the warehouse according to FIFO? Is FIFO followed?
24. Electronic components – Are electronic components protected from dust or dirt?
25. Tool change procedures – Do they allow for repeatable tool changes by Maintenance?
26. Unauthorized parts on the production line – Are there unauthorized parts on the production line used for operations not in the work instructions?
27. Warehouse selection – Does the internal warehouse selection instruction prevent issues during repackaging or inspection?
28. Training for customer employees – Was training conducted for customer employees on handling delivered products and required personal protective equipment (e.g., ESD gloves)? Mainly performed during the pre-launch phase.
29. Material damage between facilities – Are produced parts repackaged in an intermediate warehouse?
30. Verification of previously implemented actions – Are previously defined and implemented corrective actions effective?
Measurement
31. Measurement tool precision – Are measurement tools precise enough?
32. Calibration of measurement tools – Are measurement tools regularly calibrated?
33. Measurement accuracy – Are measurements repeatable?
Material
34. Compliance of subcomponents with specifications – Are ordered subcomponents compliant with the design specifications?
35. Identification of subcomponents delivered to the Production Line – Do the subcomponents released to the production line have proper identification?
36. Material storage – Are materials stored appropriately?
37. Packaging of subcomponents – Are subcomponents delivered in undamaged containers agreed upon with the organization?
Environment
38. Working conditions – Are working conditions adequate (lighting, temperature, noise)?
39. Cleanliness and order – Is there cleanliness and order at workstations?
40. Safety – Is the work environment safe for employees?
41. Workspace planning – Is the workspace planned appropriately?
42. Environmental impact on machines – Does the work environment negatively affect machine operation?
43. Storage conditions for subcomponents and final products – Are subcomponents and final products stored in appropriate conditions to protect them from humidity, extreme temperatures, and sunlight?
Summary of the cause and effect diagram
Analyzing the above points using the cause and effect diagram can significantly aid in identifying and eliminating quality problems in the production process.
By utilizing this tool, quality specialists can effectively manage risks, improve efficiency, and ensure the highest product quality, which is crucial for the success of any company in the manufacturing industry.
If you want to learn more about problem cause analysis, we invite you to our training courses:
Dariusz Kowalczyk
{kind=link}
{kind=link}