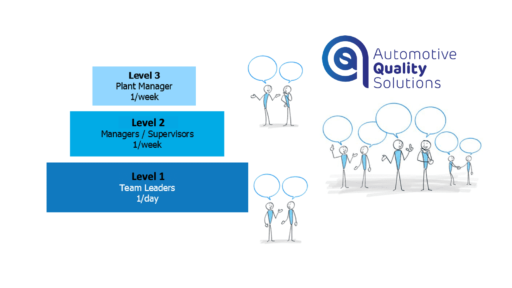
Layered Process Audit (LPA) is a key element of an organization's operational maturity. It also offers numerous benefits to management, enabling a deeper understanding of the company's production processes.

Special Characteristics: Identifying Key Factors in Project Implementation
Special characteristics management in the automotive industry is crucial for ensuring the quality, safety, and performance of produced parts. Their implementation follows specific steps assigned to the launch plan milestones.

Everything You need to know about Yard Hold
Yard Hold is one of the escalation tools used by some customers in the automotive industry. It can pose many problems in terms of cost burdens, as well as loss of customer satisfaction and reputation. For this reason, it is worth knowing how to manage it.

Quality Alert: What You Need to Know for Successful Implementation
Quality Alert is triggered after receiving a complaint from the customer or identifying an internal nonconformity. Its main purpose is to visualize the occurrence of a problem at the workplace. In addition, it serves to improve employee awareness.

A3 Report: A Comprehensive Knowledge Compendium
The A3 Report is a quality tool that has been adopted in Toyota production facilities. Its simple and coherent structure for presenting information has led to its appreciation by other companies as well.

Effective risk management in the automotive Industry
In the era of increasing volatility, uncertainty and complexity of the world, the experiences of companies show instability and a tendency to risk, which can surprise practically every company in the world. For this reason, it is crucial for organizations to plan effective risk management that allows appropriate actions implementation and anticipatory decisions.

Essential competencies for a Customer Quality Engineer
A Customer Quality Engineer is one of the most important roles in the company. This is mainly due to its specificity, which combines cooperation with customer representatives and the organization's team members. When preparing to take up this position, it's worth getting to know the main competencies that affect work efficiency.

Stellantis ex-FCA: 10 Must-Know Updates for Automotive Suppliers
After PSA and FCA merged to form Stellantis group, both organizations started aligning their requirements to leverage synergy. This article highlights the top 10 changes you need to know while collaborating with this client.

How to describe company processes using a Turtle Diagram
One of the fundamental activities within the Quality Management System involves accurately describing the company's processes. The Turtle Diagram serves as a practical tool to facilitate the completion of Process Cards during this stage.

Physical Security: 10 Essential Practices for TISAX Implementation
Physical security is one of the elements assessed to obtain the TISAX label. Before preparing for this assessment, it is helpful to learn about 10 effective practices that can prevent non-compliance during third-party audits and improve the physical safety of your production facility.