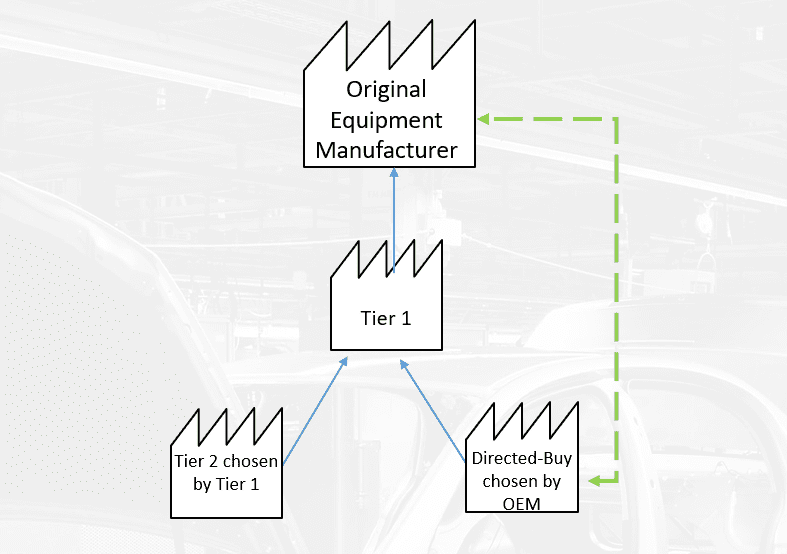
Manufacturing parts in the automotive industry, an organization usually works with two types of suppliers. The first is one the company can choose itself – in the automotive industry, this is referred to as a Tier 2 supplier. The second type is the Directed-Buy supplier, chosen by the client for the organization to work with. This type of component supply can be very challenging for the organization.
Is a Directed-Buy supplier only about components?
Most often, the answer is yes. However, there are a few other cases to consider:
- Mandated raw material supplier. Here, we often talk about subsuppliers providing paint and granulate used in plastics processing.
- Mandated service supplier. This type is most commonly encountered when producing aesthetic parts that need to be chrome-plated. Another example: galvanizing metal wires.
This last group also includes the service of graining injection molds. The organization uses these services only once—during the launch of a given project, unlike the services mentioned above.
Directed-Buy Supplier = Component Problems?
When I was representing the client and conducting production process approvals, I often heard from my suppliers: “Mr. Darek, what can we do about this subsupplier? After all, they were chosen by your company for us to work with.”
Exactly. It was a good question. Why? Because in extreme cases, this “unhappy” Directed-Buy supplier, knowing they had been chosen (or imposed) by the client, completely ignored all quality issues reported to them.
So, what can we do?
Be present during the approval of the client-mandated subsupplier
Many manufacturers working with such subsuppliers follow this scheme:
Launch phase
- The client’s representative approves the subsupplier’s production process during this phase. However, this doesn’t mean that we cannot participate in this activity. I would recommend that it’s not someone from the “headquarters” but rather an SQE (Supplier Quality Engineer) or SDE (Supplier Development Engineer) based directly at our production site.
What will this give us? From the very beginning, we’ll know the main issues to resolve on the side of the client-chosen subsupplier, both in terms of potential non-compliance with process and design requirements. This way, we can immediately intervene with the client’s representative with whom we are approving the subsupplier.
This is precisely how the part approval process went with the Directed-Buy supplier when I, along with the representative from Tier 1 (the company producing car seats), handled it.
Additionally, our representative will also be responsible for:
- Approving subcomponents based on PPAP or PPA
- Managing complaints
- Overseeing the cost recovery process, which, from Tier 1 down, takes on many shades of gray and is not as straightforward as in Client – Tier 1 collaboration.
Ongoing Production
Remember, the more issues we signal and resolve with the client and subsupplier during the launch phase, the smoother the cooperation will be during ongoing production. If we neglect this, we may face a long struggle with the subsupplier, potentially leading to non-compliance with both quality and logistical requirements.
Irreformable Directed-Buy Supplier
There are also cases of subsuppliers “untouched” by the willingness to cooperate in solving quality issues. In such situations, it may be worth checking the validity of reporting this to their certification body to highlight the problem.
This will often result in the suspension of their certification due to the failure to meet requirement 9.1.2.1 of the IATF 16949 standard, which refers to Customer Satisfaction – supplemental.
Not sure how to work with a client-chosen supplier? Check the contract!
The contract is like the Holy Grail. Everyone has heard of it, but no one has seen it (by the way, according to tradition, it’s stored in a side chapel of the Valencia Cathedral).
Why should the production facility have access to it? Because we can find additional information on how cooperation between the Client – Tier 1 – Directed-Buy should look.
These details often include the RASI matrix (Responsibility, Approval, Support, Inform) or the so-called three-party agreement.
Another solution: check if the client has additional procedures that define how collaboration with such suppliers should work. For example, Stellantis has published a procedure called Directed-Buy Information for Tier 1 Supplier. It is available under the following numbers:
- SD.00286 – for xFCA suppliers
- 00614_18_01099 – for xPSA suppliers
What’s the difference between a Directed-Buy supplier and a Consigned supplier?
Finally, if you have such subsuppliers, it’s worth checking this distinction. Why? Because the client is fully responsible for the consigned supplier in both the launch phase and ongoing production.
Dariusz Kowalczyk
{kind=link}
{kind=link}